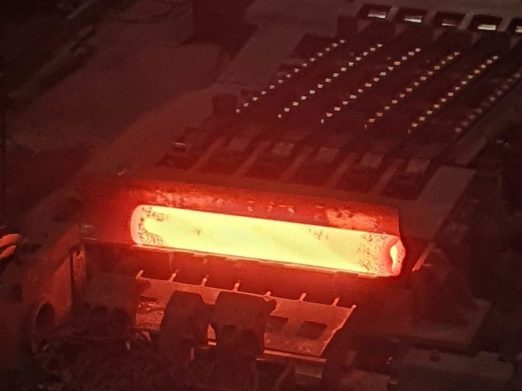
Dla walcowni rur stalowych bez szwu wsad ma postać wlewków, kęsisk lub kęsów. Pierwszy etap procesu produkcyjnego polega na dzieleniu wsadu, czyli cięciu go na odpowiednie długości. Następnie wsad jest nagrzewany w piecu z trzonem obrotowym. Podstawowym celem nagrzewania wsadu stalowego w walcowni, jest zwiększenie jego podatności do odkształceń plastycznych. Ma to zasadniczy wpływ nie tylko na sam przebieg procesu walcowania, ale również na stopień obciążeń wywieranych na urządzenia biorące udział w walcowaniu.
Produkcja rur stalowych metodą walcowania na gorąco